

Technical Support

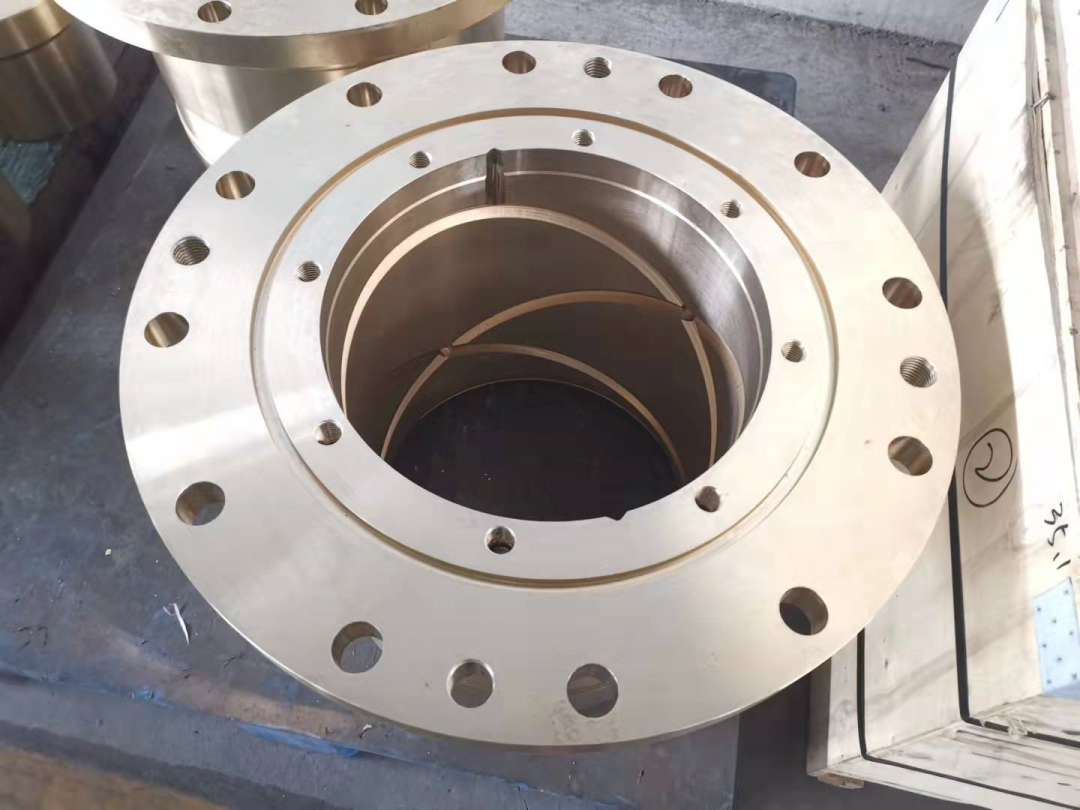
Preparation Technology of Large Copper Gaskets With High Lead Tin Bronze
- Categories:Technical Support
- Author:
- Origin:
- Time of issue:2023-04-06
- Views:158
(Summary description)Because the high lead tin bronze material itself has a wide crystallization temperature range, it is easy to produce specific gravity segregation, porosity, slag inclusion and other casting defects. The material is discussed and analyzed in this paper. By adopting proper melting technology and the casting process combining metal mold, cold iron and rain pouring system, the form and distribution of Pb can be effectively improved and the segregation concentration of Pb can be eliminated, and the large copper gaskets of high lead tin bronze can be successfully cast.



Preparation Technology of Large Copper Gaskets With High Lead Tin Bronze
(Summary description)Because the high lead tin bronze material itself has a wide crystallization temperature range, it is easy to produce specific gravity segregation, porosity, slag inclusion and other casting defects. The material is discussed and analyzed in this paper. By adopting proper melting technology and the casting process combining metal mold, cold iron and rain pouring system, the form and distribution of Pb can be effectively improved and the segregation concentration of Pb can be eliminated, and the large copper gaskets of high lead tin bronze can be successfully cast.
- Categories:Technical Support
- Author:
- Origin:
- Time of issue:2023-04-06
- Views:158
Ⅰ. Introduction
1. High lead tin bronze has excellent qualities such as high fatigue strength, thermal conductivity and wear resistance, as well as no crack under the working conditions of impact load. High lead tin bronze sleeve is widely used in large shovel equipment with high load operation abroad. However, the melting point and specific gravity of copper and lead in high lead tin bronze are very different, and regional segregation of lead is easy to occur in the casting process, so it is very difficult to cast.
2. Large copper gaskets of high lead tin bronze are important parts in the shovel equipment of PH Company of the United States, which our company contracted for China First Heavy Industry Group. Its manufacturing and inspection adopt foreign standards, and the internal and external quality requirements are very high.
3. Our company manufacturing high lead tin bronze large copper gaskets using metal casting, the smelting and casting process has been improved for many times, the effect is ideal, all the indicators have met customer requirements, highly recognized our products and reached a long-term cooperation agreement.
Ⅱ. The content
|
Syngold Card number |
Chemical score (%) |
Energetics and sexual performance |
||||||
|
Cu |
Sn |
Pb |
Ni |
Sigma b |
Sigma 0.5 |
The delta 5 |
HBW |
|
|
PH194-1976 |
72.0-80.0 |
12.0-13.5 |
8.0-10.0 |
2.25 or less |
|
|
|
|
Table I · e.g. Grade, chemical composition and mechanical properties of high lead tin bronze
1. Raw material preparation
Electrolytic copper plate; Tin ingots; Lead ingots; Nickel sheets
(1) Intermediate alloy
Standard component alloy prefabricated ingot, phosphorus-copper alloy
(2) Nonmetals
charcoal
Ⅲ. Ingredients
1. Principles
Make ingredients according to the raw materials available in the workshop
2. Proportioning
When using new metal smelting, such as: high lead tin bronze proportioning according to Table 2
Table Ⅱ. Ratio of new materials to ingredients for high lead tin bronze
|
Alloy brand number |
Mix ratio (%) |
|||
|
Cu |
Sn |
Pb |
Ni |
|
|
PH194-1976 |
77.0 |
13.0 |
9.0 |
1 |
Ⅳ. Charging and melting sequence
The charging and melting sequence of new materials
1. Clean the furnace before adding raw materials. There should be no copper slag or caking on the furnace wall, which should be cleaned up.
2. Preheat the raw materials above 100℃, clean the tools used, and brush the lead powder to preheat above 100℃.
3. Feeding sequence: 1/3 copper -- nickel sheet --2/3 copper -- melted after adding tin ingot and lead ingot.
4 melting temperature 1200--1250℃, add 2kg phosphorus copper, copper water to stir evenly, using a slotted spoon to clean up scum on the surface of copper water.
5. Cover the surface of the copper water with charcoal to prevent the copper water from inhaling.
Ⅴ. Control of smelting process
The melting operation must be carried out in accordance with the procedures stipulated in the "electric furnace melting operation Rules", so that the temperature of the melting body slowly rises and the metal ring in the melting trench is prevented from breaking.
Ⅵ. Prepare tooling
1. Casting steel plate with bottom plate 2000mm long * 1000mm wide * 100mm thick.
2. Use φ440*φ340*310mm to evenly divide four half steel cores, each half steel core is 20mm apart, the inner hole is connected and welded with 8 thick iron wire, put the steel core on the center of the bottom plate, beat it firmly with red sand, and insert the vent hole.
3. Product size 863.6*482.6*101.6 outer mold size: φ905/900*φ440*170 height, unilateral wall thickness 60mm. Divide three calibration lines evenly on the mold.
4. Match the bottom of the rain shower opening, opening size of φ700/φ550*φ15mm, two rows of holes, rain shower opening clean, brush paint, preheat more than 100℃ in advance.
5. Clean the hanging bag and ladle and preheat them above 100℃.
6. Clean the bottom plate, steel core and outer mold, evenly preheat 130-150 ℃, spray alcohol zirconium powder coating, natural cooling 40-60℃.
7. After merging the mold, brush a layer of lubricating oil in the bottom plate, steel core and inner hole of the outer mold, do not brush oil in the sand seam, and seat the rain water mouth on the steel core, and fixed firmly, firmly sand.
Ⅶ. Casting
1. The weight of the casting blank is 700kg. First, pour the copper water melted in the medium frequency electric furnace into the hanging bag, put the preheated 1kg phosphorus copper into the hanging bag for degassing, and evenly stir the copper water with the preheated graphite rod.
2. Use a temperature measuring gun to measure the temperature of the copper water in the hanging bag at 1050-1060 ℃.
3. Clean up the copper slag in the hanging bag, and put in the slag cotton to avoid slag.
4. When pouring, it should be fast, followed by uniform pouring, and there can be no serious splashing of copper water and spillover of rain shower.
5. After the completion of pouring, remove the rain nozzle, fill the upper part of the casting with hot water, fill the ladle used to keep high temperature, when filling, turn around to walk the ladle stable fill, two people fill, each fill half a circle, often change the hot water to walk the ladle, fill more than 10 times, strictly prohibit a small range of large number of fill, affect the casting crack.
6. After the completion of feeding, cold water is used to cool the outside of the mold. The cooling sequence is from bottom to top, first chilling the first scale line part, then chilling the second scale line part, and finally chilling the third scale line part, to prevent segregation phenomenon of the casting.
7. Wait for 5-8 minutes, after the casting is finalized, lift the outer mold with a crane, pad it on the mold, smash the steel core in the casting with a sledgehammer, and take out the casting.
Ⅷ. Conclusion
1. After product processing, the appearance of no porosity, slag inclusion, shrinkage, segregation and other defects, with handheld spectrometer to detect the inner and outer circle and end face of the product, uniform composition without deviation.
2. After sampling the casting body and testing the mechanical properties after processing the test rod, all of them exceed the standard requirements.
3. Sample the casting body, make metallographic sample, detect the internal structure with metallographic microscope, observe the grain size, no segregation.
4. The root cause of lead segregation is that the melting point and specific gravity of copper and lead are very different and the solidification characteristics of the alloy itself. However, the selection of reasonable technological parameters can effectively solve the problem of lead segregation, especially can avoid the occurrence of bulk aggregation of lead, and obtain uniform crystalline structure.
5. The steel sleeve with rain pouring system is conducive to reducing the segregation of lead.
6. Casting temperature of alloy is an important factor affecting lead segregation. The pouring temperature is controlled at about 1050-1060 ℃, which can reduce lead segregation. Too low or too high pouring temperature is unfavorable.
7. Slow cooling speed is the main factor causing lead segregation. After the completion of feeding, the outer mold should be chilled immediately with cold water, and the cooling sequence is from bottom to top.
8. Through the production practice of our company, the casting quality is significantly improved by this casting process. This method has the characteristics of high quality, high efficiency and material saving, and has obvious economic benefits, which is completely feasible.
References:
Chinese Society of Mechanical Engineering. Foundry Manual. Beijing. China Machine Press.2011
Scan the QR code to read on your phone
Service Hotline:
FAX:0537—4401368
Cell phone:13375371599
E-mail:qfzxgk@163.com
QQ:2531928993 、2621161245
Want want:qfmkgkpjjg
Address: Xiyuan 7th Road, Gongye 1st Road, West Economic Development Zone, Qufu City

Copyright © 2020 Shandong Zhengxiang Industrial and Mining Equipment Co., Ltd. All Right Reserved 鲁ICP备19036021号-1