

Technical Support

Smelting Process of Aluminum Bronze 10-3
- Categories:Technical Support
- Author:
- Origin:
- Time of issue:2023-04-07
- Views:252
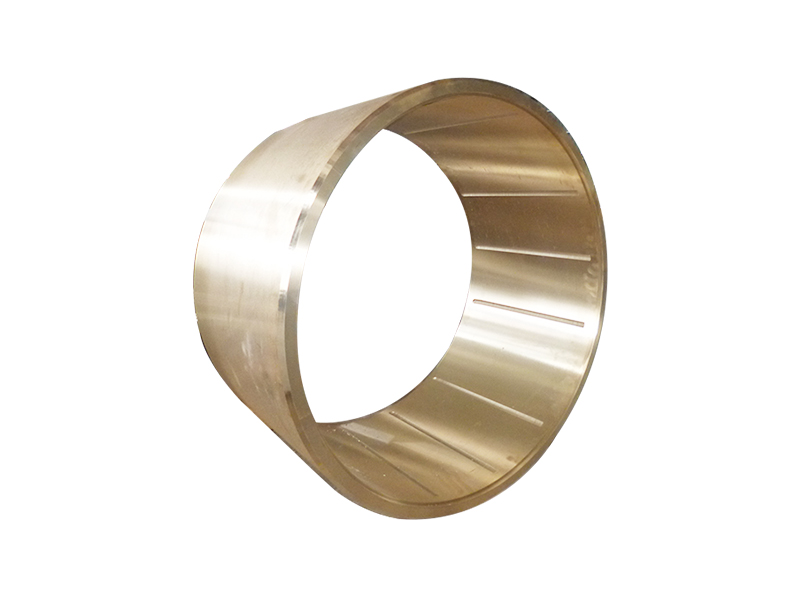
(Summary description)Shandong Zhengxiang Industrial and Mining Equipment Co., Ltd. casts and produces aluminum bronze copper parts, including aluminum bronze sleeve, aluminum bronze tile, aluminum bronze sliding plate, aluminum bronze worm gear, aluminum bronze nut and other aluminum bronze accessories. The brands of aluminum bronze produced by our company are aluminum bronze 9-4, 9-4-4-2, 10-3, etc. Welcome to customize production.



Smelting Process of Aluminum Bronze 10-3
(Summary description)Shandong Zhengxiang Industrial and Mining Equipment Co., Ltd. casts and produces aluminum bronze copper parts, including aluminum bronze sleeve, aluminum bronze tile, aluminum bronze sliding plate, aluminum bronze worm gear, aluminum bronze nut and other aluminum bronze accessories. The brands of aluminum bronze produced by our company are aluminum bronze 9-4, 9-4-4-2, 10-3, etc. Welcome to customize production.
- Categories:Technical Support
- Author:
- Origin:
- Time of issue:2023-04-07
- Views:252
Ⅰ. Preparatory work in the early smelting stage
1. Preparation of raw materials and return charge
Raw materials: electrolytic copper and metal aluminum, iron, manganese, nickel, requiring clean surface without oil pollution;
Return charge: return charge mainly includes runner and waste parts, runner site furnace, waste parts are required to deal with clean oil.
2. Preparation of intermediate alloy
10-3 intermediate alloy (Al-Fe alloy) melting process, in accordance with the ratio of 10:3 plus two burn loss after the furnace melting. The theoretical burning loss of Al is 4% ~ 10%, the theoretical burning loss of Fe is 1 ~ 2%, and the upper limit is 10% and 2%. Considering the secondary melting, the theoretical burning loss of Al and Fe should be preset at 16% and 4%, that is, the amount that should be added when melting the intermediate alloy is shown in Table 1 below:
Table 1. 10-3 Intermediate alloy is calculated at 120kg per furnace, and the feeding mass of Al and Fe is calculated
|
Composition in furnace |
Assumed mass of aluminum iron (kg) |
Theoretical burn percentage content (%) |
Theoretical burn mass (kg) |
Assumed furnace weight (kg) after secondary burning |
Actual weight of aluminum and iron to be added in each furnace intermediate alloy (kg) |
|
Al |
10 |
10% |
1.00 |
12.00 |
95.23 |
|
Fe |
3 |
2% |
0.06 |
3.12 |
24.77 |
Note: The feeding mass of each furnace is calculated as: total mass of actual single furnace (120) ×(assumed feeding mass after secondary burning loss is taken into account/assumed feeding mass and (Fe+Al) for each alloy after secondary burning loss is taken into account)
3. Flux
The solvent required in the smelting process of aluminum bronze can be divided into slag removal agent and refining agent according to its purpose.
The choice of slag removal agent: Zhangjiagang solvent A;
Selection of refining agent: Zhangjiagang flux M, the dosage is 0.3%~0.5% of the weight of the furnace;
The dosage of each flux must be in line with the specifications, so as not to affect the mechanical properties and components of the alloy.
4. Melting equipment
(1)Oil furnace
① Check the condition of the oil furnace crucible before use, replace the crucible in time, and the new crucible should be preheated;
② before ignition, check whether there is any fault in the oil nozzle, and whether the combustion channel is blocked. If there is coke sintered material, it must be cleaned up;
③ when replacing the crucible, the bottom of the crucible should be ensured to be flush with the upper edge of the atomizing nozzle;
④ the oil inlet switch of the oil furnace should be small after large, and slowly adjusted to ensure full fuel combustion.
(2) Tools
① Melting tools, such as steel bit, sample spoon, slag spoon, stirring pickpocket, charge pliers, bell jar, etc., should be prepared and painted next to the furnace to preheat;
② Prepare the metal sample mold needed for sampling (composition identification) to be preheated beside the furnace;
③ Prepare the sand mold required by the mechanical property evaluation test rod in advance to preheat by the furnace;
④ Temperature measuring tools: casing type tungsten-rhenium thermocouple to determine the temperature of intermediate frequency furnace and oil furnace.
5. Pouring equipment
(1) Centrifugal casting machine
① Before pouring, timely check whether the circuit, protective shell, cover plate, mold and fixture of the centrifugal pouring machine are in good condition, timely solve any problems, and timely report to the workshop for rectification of major problems;
② Before pouring, check whether the cooling water system is normal to ensure smooth pouring;
③ Ensure that the pouring site is clean before pouring to prevent tripping and scalding;
④ Before pouring, clean up the runner and align it with the gate to ensure safe pouring;
⑤ The centrifuge must be completely stopped before demoulding.
(2) Ladle
① The new ladle is made of 50% quartz sand (10 ~ 20 mesh), 50% quartz powder (180 mesh) and an appropriate amount of water glass (about 6%-10%), stirring evenly for masonry;
② the enameled ladle should be pre-baked at a certain temperature, dried in the shade for 24 hours and then brushed with paint before it can be used.
Ⅱ. Melting
1. Range of chemical composition
Table 1.10-3 Required percentage of elements to be added to aluminum bronze alloys
|
Chemical composition |
Al (%) |
Fe (%) |
|
Industry standard ingredients |
8.5 to 11 |
2.0 to 4.0 |
|
Actual ingredient ratio |
9.8 |
3.4 |
2 The smelting process
Due to the affinity between aluminum and oxygen, it is easy to oxidize to form the oxide (Al2O3) which is suspended in the copper solution and form a dense oxide film on the liquid surface. The copper liquid should not be stirred too much to prevent the destruction of the oxide film on the liquid surface and lead to excessive oxidation and inspiration of the copper liquid, and it is appropriate to add the aluminum block. The general order of feeding is first high temperature metal after low temperature metal, first difficult oxidation after easy alumina bronze copper jacket.
Smelting steps:
(1) before use should check the condition of the crucible in the oil furnace, timely replacement of the crucible;
(2) check whether there is a fault in the oil nozzle, whether the combustion channel is blocked, if there is coke sintering material, it must be cleaned up;
(3) ignition, preheat the crucible to 200-300℃;
(4) Add Al-Fe intermediate alloy and electrolytic copper to heat up and melt until electrolytic copper melts;
(5) do not stir before melting, and stir slightly after melting to minimize mixing so as to avoid damaging the covering layer and leading to the inspiration of the alloy;
(6) after complete melting, measure the temperature in time and adjust the flame intensity of the oil furnace according to the temperature, and keep the temperature at about 1250℃ ~ 1300℃;
(7) Add 1% mass of slag removal agent in the oil furnace (A) for slag removal, heat preservation and sedation for 10 minutes;
(8) After the completion of sedation is not allowed to stir, directly scraping slag;
(9) Take the sample required for the identification of ingredients;
(10) For casting, see Table 2 below for casting temperature of castings with different wall thickness and casting model. It is required that liquid copper should be strictly weighed in the pouring process to prevent waste.
(11) Water cooling is strictly prohibited immediately after centrifugal pouring, and the casting should be cooled naturally to dark red (500℃-600℃) before watering and quenching.
Table 2. Corresponding pouring temperature of castings with different wall thickness
|
Pouring type |
Pouring temperature (° C) |
|
< 30 |
1140 ~ 1200 |
|
30 or higher |
1110 ~ 1150 |
Note: The pouring temperature above is based on actual production.
Shandong Zhengxiang Industrial and Mining Equipment Co., Ltd. casts and produces aluminum bronze copper parts, including aluminum bronze sleeve, aluminum bronze tile, aluminum bronze sliding plate, aluminum bronze worm gear, aluminum bronze nut and other aluminum bronze accessories. The brands of aluminum bronze produced by our company are aluminum bronze 9-4, 9-4-4-2, 10-3, etc. Welcome to customize production.
Scan the QR code to read on your phone
Service Hotline:
FAX:0537—4401368
Cell phone:13375371599
E-mail:qfzxgk@163.com
QQ:2531928993 、2621161245
Want want:qfmkgkpjjg
Address: Xiyuan 7th Road, Gongye 1st Road, West Economic Development Zone, Qufu City

Copyright © 2020 Shandong Zhengxiang Industrial and Mining Equipment Co., Ltd. All Right Reserved 鲁ICP备19036021号-1